Laserbeschichtung bei der Clausthaler Laser- und Werkstofftechnik GmbH: Auf-Panzer-Schmiede
Grubberschare oder Striegelzinken unterliegen höchstem Verschleiß. Dank einer Laserbeschichtung mit hochfesten Metallen lässt sich die Standzeit erhöhen.
Vor allem auf sehr sandigen und steinigen Böden ist der Verschleiß von Grubber- oder Pflugscharen sowie auch von Striegelzinken oder den Werkzeugen einer Scheibenegge oder Sämaschine hoch.
Der aufmerksame Fahrer ist ständig darauf bedacht, schadhafte Schare und Scheiben frühzeitig zu erkennen und zu tauschen. Ansonsten leidet die Arbeitsqualität und die Maschine verschleißt an Bauteilen, deren Tausch deutlich teurer ist, zum Beispiel den Scharträgern.
Laser-Spezialisten
Um die Standzeit von Teilen, die abrasivem Verschleiß unterliegen deutlich zu erhöhen, beschäftigt sich die Clausthaler Laser- und Werkstofftechnik GmbH (CLW) mit Sitz in Clausthal-Zellerfeld im Harz mit einem Verfahren zum Auftragen dünner Verschleißbeschichtungen mit dem Laser.
Bereits seit rund 30 Jahren ist das Unternehmen mit rund 60 Mitarbeitern hauptsächlich als Zulieferer in der Automobilbranche tätig und führt sämtliche Arbeiten im Bereich des zwei- und dreidimensionalen Laserschneidens sowie der Laserhärtung durch. Mit der Laserbeschichtung hat das Unternehmen sein Angebotsportfolio in den letzten Jahren erweitert.
Inhaber und Geschäftsführer Dr. Dieter Burchards, sein Sohn Hendrick Burchards und Vertriebsbeauftragter für den Agrarsektor Jürgen Rott erklärten uns das Beschichtungsverfahren.
Ziel der Laserbeschichtung ist es, eine Schicht aus Hartmetall auf ein bereits bestehendes Bauteil aufzutragen, ohne dabei das Bauteil großflächig zu erhitzen.
Lediglich in den oberen 1 bis 2 mm soll das Metall so weit aufgeschmolzen werden, dass es sich mit der Hartmetallbeschichtung verbindet. Im Vergleich zum Auftragsschweißen, das häufig auch als vorsorgliche Maßnahme in der heimischen Werkstatt durchgeführt wird, sollen Gefügeveränderungen und Verzug im Bauteil verhindert werden.
Pulver als Grundstoff
CLW hat für die Beschichtung spezielle Mischungen entwickelt, die eine hohe Härte aufweisen. Der Hauptbestandteil dieser Mischungen ist das Schwermetall Wolframschmelzkarbid. Dieses hat eine Härte von rund 2 200 Vickers.
Die kleinen Karbide bleiben beim Auftragen mit dem Laser erhalten und werden bei diesem Verfahren nicht geschmolzen. Damit die pulverförmigen Karbide dennoch sicher am Verschleißteil anhaften, wird dem Pulver eine Bindematrix zugemischt. Hierbei handelt es sich ebenfalls um Metalle, die eine geringere Schmelztemperatur vorweisen als das Wolframschmelzkarbid. Dieses schmilzt erst bei rund 3 000 °C.
Man kann diese Schutzschicht beispielsweise mit der Beschichtung von Diamanttrennscheiben vergleichen. Auch hier befinden sich viele kleine Diamantsplitter in einer Bindemasse. Das Gemisch für die Beschichtung landwirtschaftlicher Verschleißteile trägt bei CLW den Namen Budur 3006. Um die Beschichtung präzise auf das Schar oder den Zinken aufzutragen, nutzt CLW einen sogenannten Scheibenlaser des Herstellers Trumpf mit einer Leistung von maximal 6 kW. Hierbei handelt es sich um einen Festkörperlaser, der als Lasermedium einen scheibenförmigen Laserkristall verwendet. Im Vergleich zu älteren CO2-Lasern ist diese Technik effizienter und die Führung des Laserstrahls genauer. Der Laserstrahl ist eng gebündelt und erhitzt punktuell eine Fläche bis zu einer Breite von 4 bis 5 mm. Das Pulver wird außen herum um den Laserstrahl eingeblasen und verbindet sich mit der aufgeschmolzenen Materialoberfläche.
Zu gleichen Zeit wird das Bindematerial geschmolzen, wodurch die Karbide fest eingebunden werden. Um die Konturen eines Bauteils abfahren zu können, besitzt das von CLW eingesetzte Gerät sieben Arbeits-
Achsen, um die sich die Kupferdüse bewegen kann. Das Bauteil muss hierfür im Vorhinein vermessen und erfasst werden. Ebenfalls ist es wichtig, dass das Teil immer gleich auf dem Lasertisch fixiert wird. Hierfür entwickelt und baut das Unternehmen spezielle Vorrichtungen. Die Schichtdicke pro Naht variiert bei CLW zwischen 0,5 bis 1,5 mm.
Das Beschichtungspulver wird vor Ort gemischt. Es besteht aus sehr harten Karbiden und einer Bindematrix.
(Bildquelle: Bertling)
Durch die Öffnung in der Mitte tritt der Laserstrahl aus. Über die äußeren drei Düsen wird das Beschichtungspulver eingeblasen.
(Bildquelle: Bertling)
Härtetests
Um zu erproben, welchen Belastungen die Beschichtungen standhalten, arbeitet das Unternehmen mit der benachbarten Technischen Universität Clausthal zusammen. Es werden unter anderem Härteprüfungen nach Rockwell, Schlag- und Reibrad- sowie Verschleißtopf-Tests durchgeführt. Im Vergleich zu einer herkömmlichen Laserhärtung, ist die Härte der Beschichtung Budur 3006 laut CLW rund dreimal höher.
Zudem wurde mit dem Verschleißtopf-Test ermittelt, wie viel Material nach einem Verschleißweg von 300 km in 24 Stunden von der Verschleißprobe abgetragen wird.
Diesen Test führte die TU Clausthal mit einem unbeschichtetem und einem beschichtetem 8-mm-Striegelzinken durch, die in dem drehenden Topf befestigt wurden. Zudem wurden Sand und Steine als Abrasivgut hinzugegeben. Man kam zu dem Ergebnis, dass der Verschleiß um bis zu viermal geringer ist als bei dem unbeschichteten Werkzeug.
Hart aber spröde
Die harte Beschichtung ist vergleichsweise spröde, weshalb sie dynamischen Belastungen nur in Maßen gewachsen ist. Werkzeuge für die Bodenbearbeitung werden deshalb nur in den Bereichen beschichtet, die dem höchsten abrasiven Verschleiß durch Erdreich und Steinschlag unterliegen. Außerdem ist das Verfahren nicht für die Instandsetzung gebrauchter Bauteile gedacht, da die Schichtdicke sowie die Anzahl übereinanderliegender Schichten begrenzt ist. Zudem muss bei der Anwendung der Abstand zwischen Düse und Werkstück exakt eingehalten werden. Von Hand wird dieses Verfahren bei CLW deshalb nicht angewendet.
Hohlscheiben werden außenrum an den Rückseiten der Schneidkanten beschichtet.
(Bildquelle: Clausthaler Laser- und Werkstofftechnik GmbH)
Bei Grubber- und Hackscharen kann eine Verschleißbeschichtung besonders sinnvoll sein.
(Bildquelle: Bertling)
Auch dieser Zinken eines Strohstriegels wurde am unteren Ende beschichtet. Die Standzeit soll bis zu viermal höher sein.
(Bildquelle: Bertling)
Die Schneiden dieses Freischneidermessers sind laserbeschichtet und geschliffen (was diamantbesetztes Werkzeug erfordert).
(Bildquelle: Bertling)
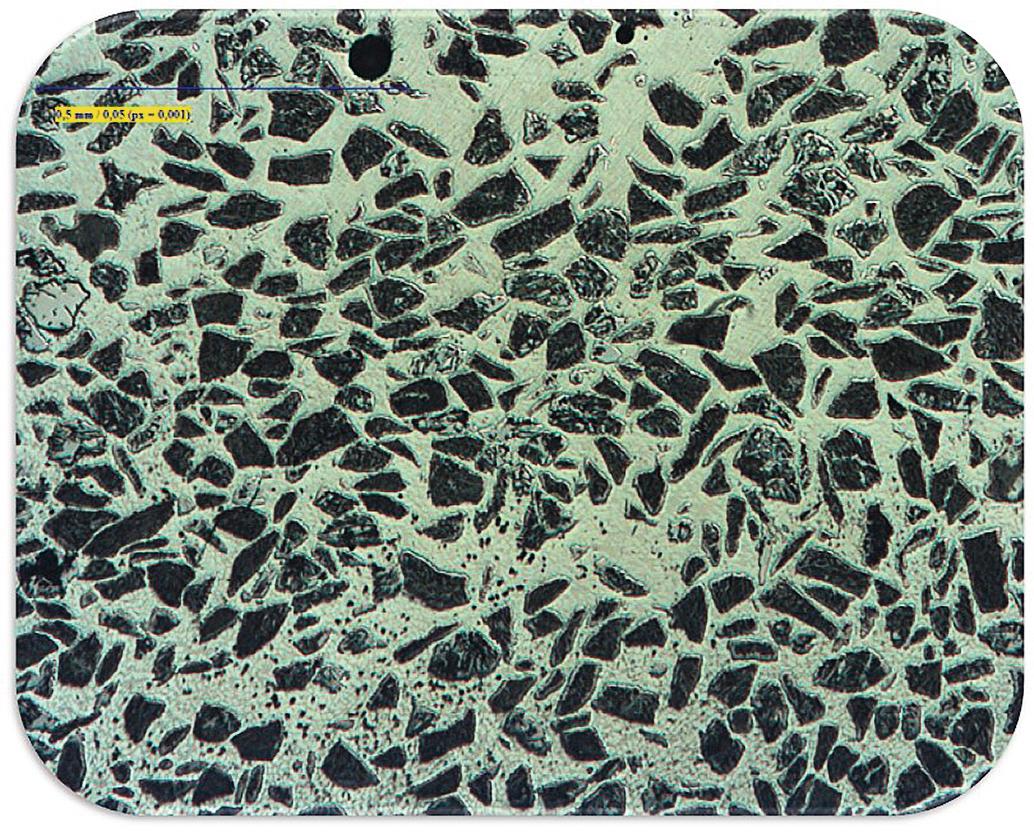
Unter dem Mikroskop sieht man die in der Bindematrix eingeschlossenen Karbide (schwarz).
(Bildquelle: Clausthaler Laser- und Werkstofftechnik GmbH)
Preise und Fazit
Eine Laserbeschichtung wird sehr präzise durch einen CNC-gesteuerten Roboter aufgetragen. Durch das Einbinden sehr harter Karbide kann eine bis zu viermal höhere Standzeit des Bauteils garantiert werden. Die Kosten z. B. für ein beschichtetes Gänsefuß-Grubberschar liegen etwa 50 % über den Kosten eines konventionellen Ersatzteils. Zurzeit prüft das Unternehmen CLW in verschiedenen Versuchs-Chargen, bei welchen Bauteilen eine Beschichtung sinnvoll ist und steht hierzu ständig in Kontakt mit verschiedenen Vertriebspartnern. Weitere Ideen und Vorschläge für Anwendungsbereiche in der Landtechnik begrüßt das Unternehmen.
Funktionsweise eines Lasers
Das Wort Laser bezeichnet das Gerät sowie den physikalischen Effekt. Dabei steht die Abkürzung für „Light Amplification by Stimulated Emission of Radiation“ — zu Deutsch: Lichtverstärkung durch stimulierte Strahlungsemission.
Eine Lichtquelle (Laserpumpe) bestrahlt das Lasermedium, das z. B. aus Kristallen oder einem Gas wie CO2 besteht. Die einfallenden Lichtstrahlen in Form elektromagnetischer Wellen sorgen dafür, dass die Atome im Lasermedium angeregt werden und die einfallende Energie speichern — sie erhöhen ihr Energieniveau.
Nun kommt die stimulierte Emission ins Spiel: Durch die weitere Bestrahlung geben die Atome im Lasermedium die gespeicherte Energie immer wieder in gleich großen Portionen ab und laden sich anschließend erneut auf.
Die austretenden, deutlich vermehrten Lichtenergiewellen treffen außerhalb des Lasermediums auf Spiegel (Resonator), die diese reflektieren und zurück in die Kammer lenken. Die Anzahl identischer „Lichtenergieportionen“ wird durch das Lasermedium also vermehrt.
Einer dieser Spiegel ist teilreflektierend. Er lässt also an einer Stelle einen Teil der Lichtstrahlen gebündelt heraus. Diese Strahlen besitzen alle die gleiche Wellenlänge (monochromatisches Licht). Deshalb wird ein Laserstahl als einfarbiger Lichtstrahl wahrgenommen, zum Beispiel in den Spektralfarben rot, blau oder grün. Dies ist abhängig vom Lasermedium. Zudem sind die Strahlen kohärent zueinander (frequenzgleich) und verlaufen parallel. Deshalb breitet sich der Laserstrahl nicht wie das Licht einer Glühbirne in einem Kegel aus. Die hohe Intensität und Bündelung des Strahls ermöglicht es so, bestimmte Bereiche mit großer Intensität zu bestrahlen und zu erhitzen.
Kontakt
CLW Clausthaler Laser- und
Werkstofftechnik GmbH
Altenauer Str. 44
38678 Clausthal-Zellerfeld
Ansprechpartner: Jürgen Rott
0 53 23/9 83 8-23
j.rott@clausthaler-laser.de
 profi Assistenten
profi Assistenten
 profi Assistenten
profi Assistenten